La soldadura por ultrasonidos consiste en un proceso de vibración mecánica a frecuencia ultrasónica donde la zona de contacto entre el sonotrodo y la pieza a soldar experimenta un fusión a nivel local.
La frecuencia de red de 50/60 Hz es transformada y amplificada por el generador de ultrasonidos en forma de señal eléctrica y convertida por el transductor piezoeléctrico en energía del movimiento.
Esta energía suministrada por el generador y aplicada al conjunto acústico debe ser suficiente para vencer los momentos de inercia de las masas que se van a poner en movimiento y la fricción entre las piezas.
Las ventajas de una tecnología avanzada como la soldadura por ultrasonidos son numerosas:
La soldadura por ultrasonidos es uno de los métodos más seguros, eficaces y rápidos para unir materiales termoplásticos.
El tiempo de soldadura es de unos milisegundos y es posible soldar piezas moldeadas y tejidos termoplásticos.
La tecnología ultrasónica permite cortar y cerrar simultáneamente las fibras sintéticas de los tejidos, evitando el típico efecto de deshilachado. Durante y después de la operación de corte, la herramienta permanece limpia en todo momento, y el uso de ultrasonidos es seguro para los operarios, ya que no arde ni produce humos tóxicos.
El cosido por ultrasonidos permite unir dos o más capas de tejido sin necesidad de añadir adhesivos, disolventes o fijaciones mecánicas. Además, las costuras de los ultrasonidos se sellan herméticamente, preservando el contenido del producto. Una de las ventajas está sin duda relacionada con la energía, ya que el proceso de soldadura no tiene ningún impacto negativo.
El remachado por ultrasonidos se utiliza para fundir una clavija, o pasador, introducida en un agujero. El pasador de plástico se pone en contacto con el sonotrodo, fundiéndose y formando una cabeza de engarce. Esta técnica también puede utilizarse para sujetar diferentes materiales o piezas metálicas, como piezas de automóviles, autocaravanas y barcos, o componentes eléctricos especiales (enchufes, tomas de corriente, multitoma, conectores), o filtros de aire y de gasolina/diésel.
Esta operación se debe a la necesidad de incorporar remaches de latón en un material termoplástico. El orificio del plástico se funde bajo la acción de los ultrasonidos, lo que permite introducir el remache, que tiene un moleteado que aumenta la adherencia de la soldadura. Una vez que el plástico soldado se ha solidificado, el remache queda perfectamente incorporado.
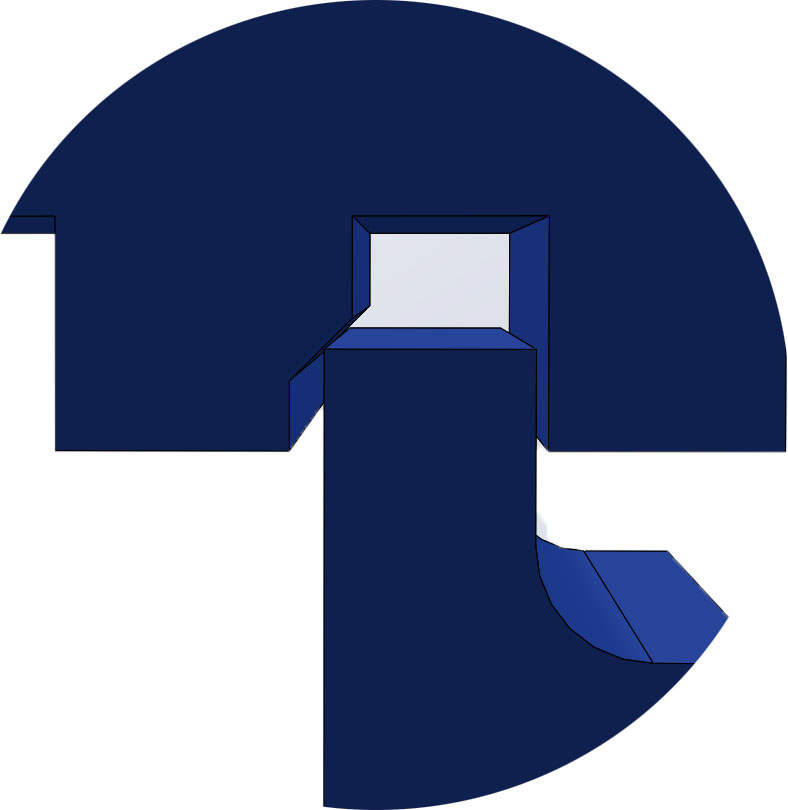
Para reducir las zonas de fricción entre las piezas, que dificultan el inicio del proceso de fusión, es aconsejable crear protuberancias geométricas en las propias piezas, conocidas como directores de energía, que permiten fundir el material en una zona relativamente pequeña.
Para elegir la geometría de director de energía más adecuada para su aplicación, enumeramos algunos ejemplos a continuación y en cualquier caso estamos disponibles para ofrecer nuestra experiencia y conocimientos técnicos.
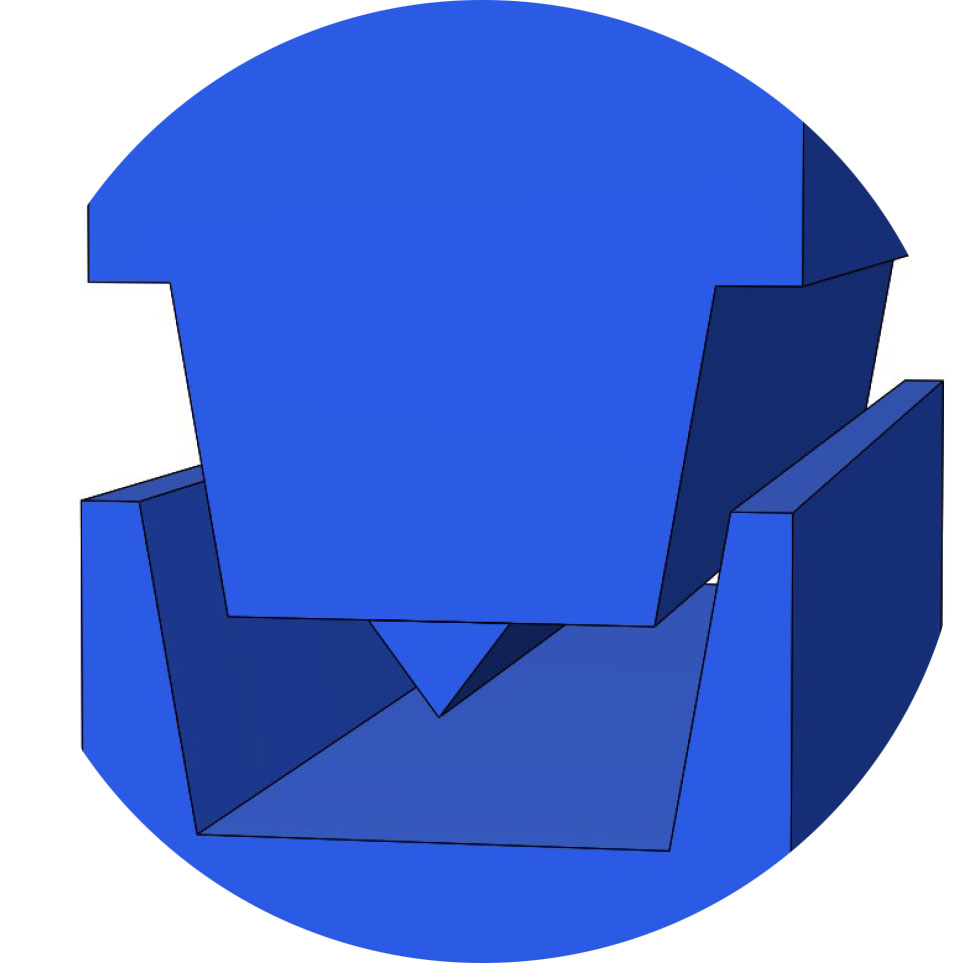
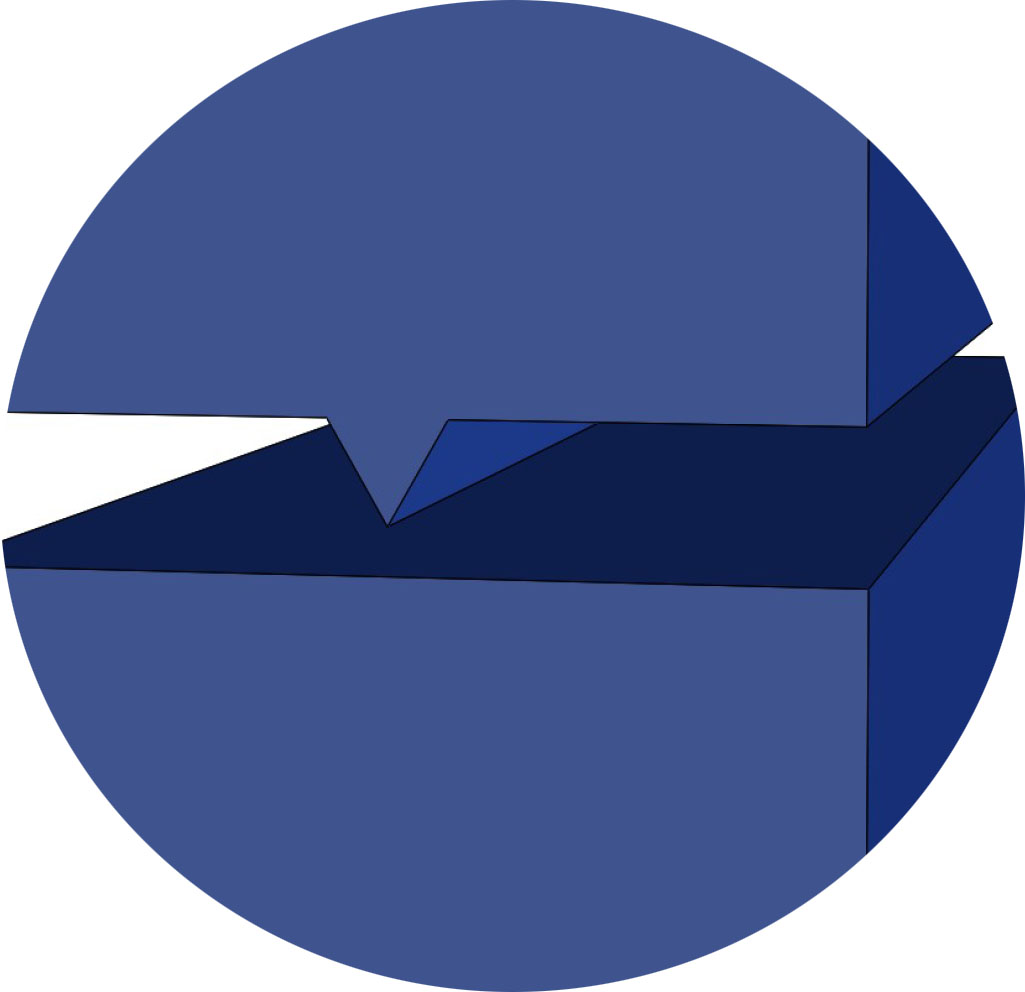
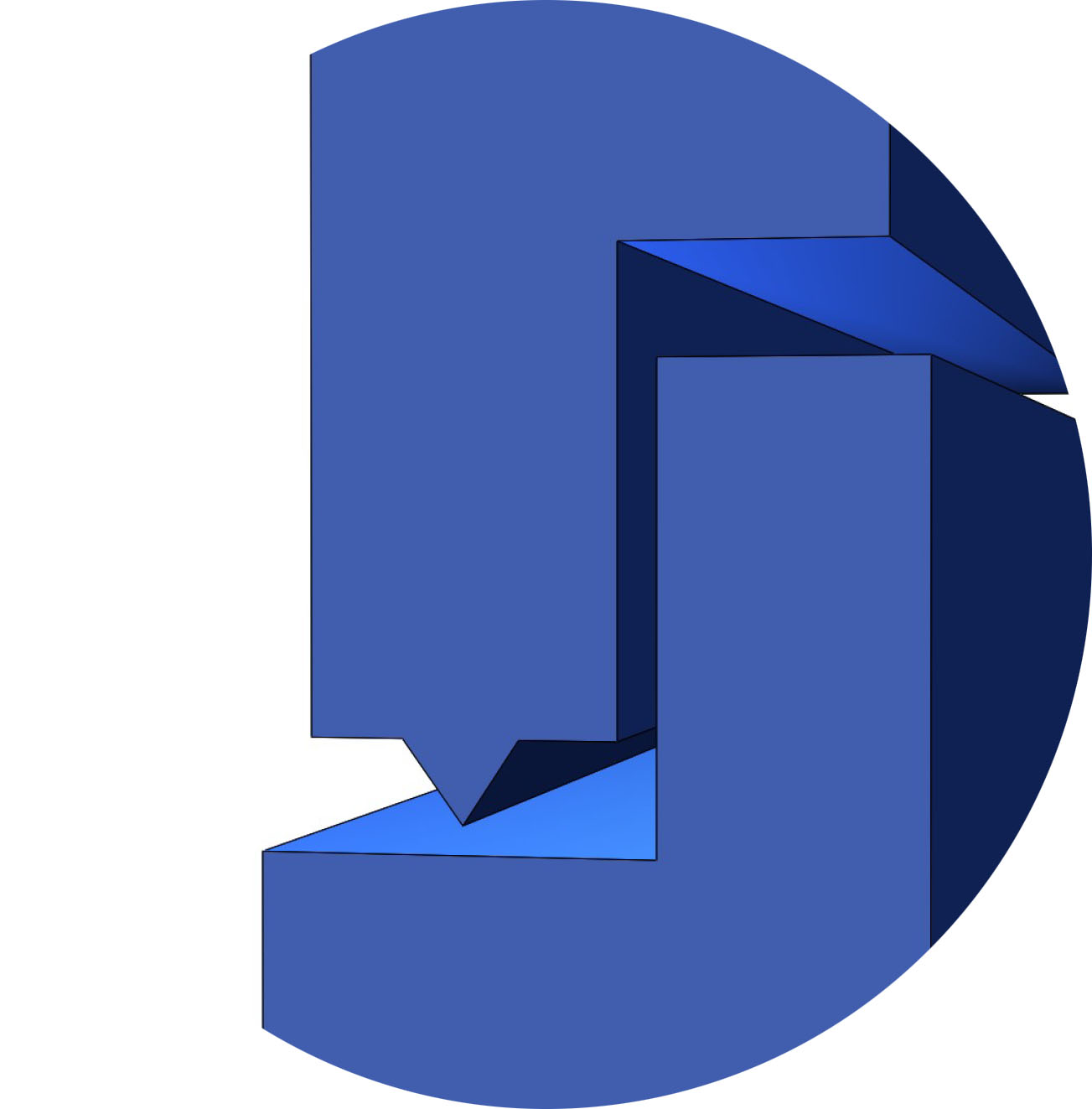
Las juntas más comunes que incorporan el uso de un director de energía incluyen: juntas a tope, juntas segmentadas y juntas machihembradas.
Déjenos sus datos de contacto. Nos pondremos en contacto con usted lo antes posible.